
-
LFM-24C
模块化数粒机
- 最高生产速度:18000粒/分钟(与被检产品尺寸有关)
型号 | LFM-24C |
最高速度 | 18000粒/分钟 |
单瓶装量 | 1-2000粒 |
常用型 | 丸剂、片剂、软硬胶囊及其它固体药粒 |
药品规格 | Φ3-Φ13mm的丸、片剂、及各种软硬胶囊及其它固体药粒 |
药瓶直径 | Φ20-Φ80mm |
药瓶高度 | 40-240mm |
电源 | AC380V50/60Hz |
空气压力、消耗量 | 4-7bar、200L/Min |
功率 | 12KW |
外形尺寸 | 约2100mm(L)×2250mm(W)×2250mm(H) |
整机重量 | 约2200Kg |
- 产品介绍
技术优势
1. 完全模块化设计
各单元完全依据模块化概念进行设计,完全独立的单模块设计,各单一模块可单独替换或增减;可依据需要进行多模块组合。
2. 连续式进瓶、装药方式
相对于传统的正位气缸间歇式进瓶、装药方式,连续式进瓶、装药方式速度更快,工作更平稳,完全避免传统的正位气缸间歇式进瓶、装药方式可能对药瓶的冲击碰伤问题。
3. 完全伺服控制系统
A. 伺服系统控制的总料门和小料门,速度更快,精度更高,工作寿命更长,伺服系统与料门分体式设计,料门可单独取下来清洗,浸泡,更易清洁保养;且最大程度上降低噪音,完全符合cGMP要求。
B. 连续式螺杆伺服进料系统,螺杆速度与输送带速度完全匹配,保证料瓶平稳、连续式进料。
C. 随动装置伺服系统,通过伺服编码器控制,同总料门伺服系统同步,保证同步准确接料;同螺杆伺服进料系统同步,保证同步准确装瓶。
D. 剔除星轮伺服系统,通过伺服编码器控制,同螺杆伺服进料系统同步,保证工位精确对应,同时对异常装瓶进行同步真空吸瓶剔除,完全消除对药瓶的伤害及不倒瓶。
4. 旋转料门
采用伺服电机旋转下料,在较低噪音同时避免了关门时打药及小药粒从料门末端漏出的毛病,可轻松应对直径2-3mm的小药粒。
工作流程
工作时,人工或自动将药粒A装入料仓B,通过适当调整三级振动给料器C的振动频率,使料仓内的药粒沿着三级振动供给系统振动槽板的6条轨道连续不断地下滑至落料口,落入6条光学检测通道D内,通过光学检测电眼E及相关的控制系统计数,并收集在通道料门H上,达到设定装瓶量时,关闭料门F,同时打开料门H,使下料斗G内的药粒通过料嘴I落入停在其下的药瓶内,然后,关闭料门H,打开料门F,通过分瓶螺杆移动瓶子,使药瓶下移一个工位,如此循环往复,完成药粒的计数装瓶过程。

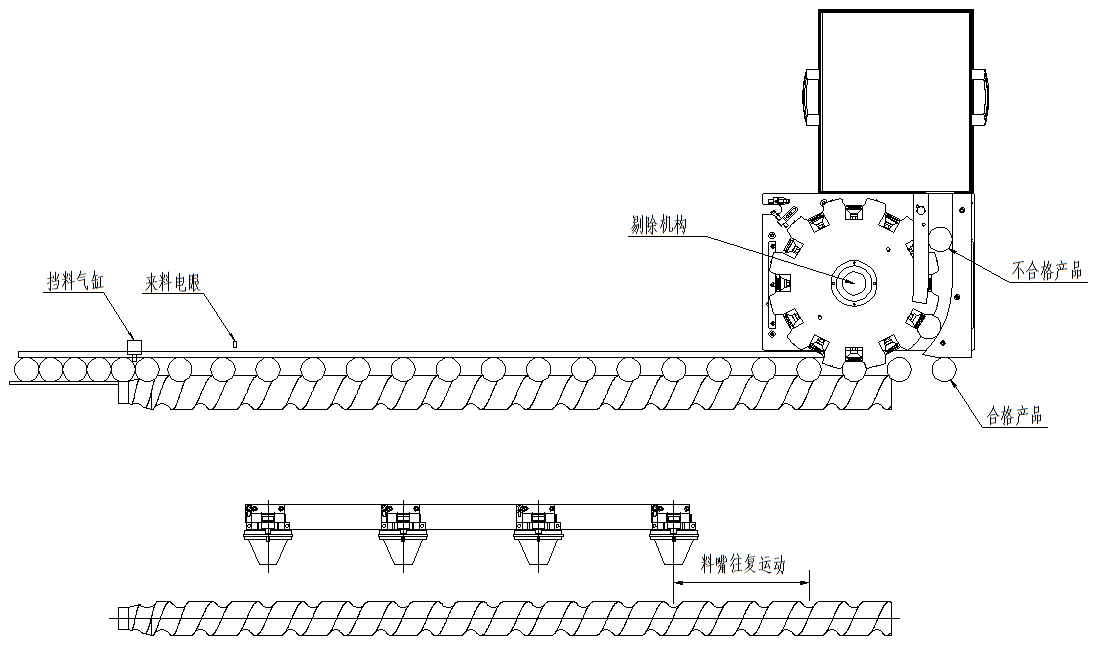
在此过程中螺杆连续运动,通过安置在瓶子上方的料嘴的跟随往复运动,实现螺杆连续送瓶,消除了间歇式数粒机等瓶子所需的时间,有效的提高料数粒机的工作效率,如下图示。
瓶子定位控制系统主要由定瓶螺杆,来料电眼,挡瓶气缸组成。通过调节螺杆水平位置保证料嘴处于瓶口的正上方;
装瓶、正位调节:调整螺杆的相位,手动放瓶,观察是否动作顺畅;同时保证位于螺杆内的瓶子处在料口的正下方;
挡瓶气缸
a.当螺杆前端瓶子少于一定数量时挡料气缸挡住瓶子,保证进瓶顺畅;
b.PP-18MC由多个模块组成,每个模块独立运作,当其中一个或几个模块需要单独维护,而其它模块需正常工作时,通过挡瓶气缸控制放瓶,保证故障或正在维护模块不走瓶、不下料从而提高整线生产效率。
来料电眼
检测螺中是否有瓶通过,如果螺杆缺瓶,程序会自动计算缺瓶工位,然后控制该工位料嘴缺瓶时不下料,避免物料散落造成不必要浪费及污染环境。
剔除机构
剔除机构安置在螺杆出瓶末端,系统自动统计灌装过程中不合格产品(其中包括由挡料气缸误动作而未灌装,多灌装,涵碎片等产品)通过该剔除机构将其剔除,避免不合格产品流入市场。
- 浏览上个产品:360°数粒筛片一体机
- 浏览下个产品:模块化数粒机